Trago os primeiros passos com a impressora 3D e quais as soluções para ter boas peças e resolver os problemas mais comuns!
| Se você apoia nosso site, desative o AdBlock quando visitá-lo, inclusive em Mobile!
Os anúncios são poucos e não invasivos. Se quiser contribuir com nosso trabalho, clique em qualquer banner de sua preferência, exceto dos Parceiros. Mais detalhes clicando aqui.
1. Introdução
Já a algum tempo eu namoro a possibilidade de adquirir uma impressora 3D. A ideia de poder criar qualquer tipo de peça que sua imaginação desejar é quase um sonho de infância de ter todo tipo de brinquedo na palma da mão.
Devido a circunstâncias de caráter não previsto porém benéficas, consegui adquirir uma neste fim de ano e estas serão minhas primeiras impressões das impressões da impressora, o modelo escolhido, técnicas e dicas, além de soluções para os problemas mais comuns que tive.
Spoiler: Não é nenhum bicho de 7 cabeças! Você não necessariamente precisa dominar sistemas operacionais ou ter que saber modelagem 3D, tendo em vista que há diversos sites com modelos gratuitos, bastando baixar os arquivos, fatiar automaticamente e imprimir.
2. Impressora 3D
O modelo escolhido foi um que tivesse bom custo e benefício e boa fama de não estragar fácil, já que estas impressoras são bastante caras e, se você não pretende vender peças a princípio, provavelmente vai ter um grande gasto sem retorno – semelhante a ter um videogame, um equipamento de entretenimento!
Modelos e fabricantes existem aos montes! Dezenas, diria centenas.
Então, qual comprar?
Por pura sugestão do MercadoLivre® eu optei em comprar uma Creality 3D Ender-3 que até a data desta publicação custa 1.400 reais.
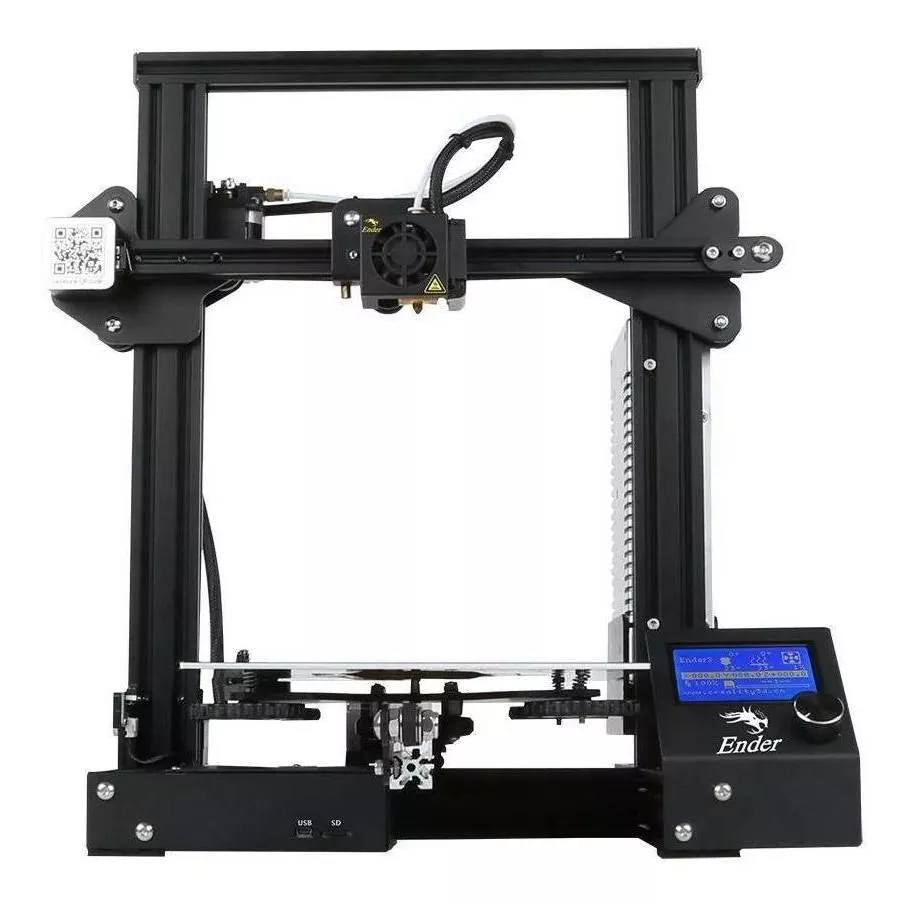
Julgo ser um bom preço porque as mais baratas na época em que pesquisei ainda custavam mais de 2.000 reais e ela é de fato uma das, senão a, mais barata atualmente para o mercado brasileiro.
2.1 Filamento
A escolha do filamento não tem muito segredo porém é importante por alguns fatores.
Os principais são o PLA e o ABS.
De forma resumida, o ABS é um filamento mais rígido, que precisa esquentar mais pra derreter e é baseado em petróleo, o que o torna um pouco mais caro e tambem fedido quando derrete! O PLA é mais leve, derrete facilmente e não emite mal cheiro.
O ABS é interessante para peças de altíssima dureza/resistência, enquanto o PLA é para peças que precisem ser leves/flexíveis, lembrando que a grosso modo ambos filamentos são muito semelhantes quando se produz peças de camadas finas ou peças de alta densidade.
Para a maioria dos casos domésticos, recomendo o PLA. Adquiri 1 bobina de 1 Kg na cor preta para começar, mas existem N cores distintas. A cor não importa muito, caso você tenha tinta spray poderá pintar a peça depois de pronta.
2.2 Requisitos e Softwares
Eu não deveria criar um tópico para isso mas julguei pertinente depois de algumas situações que observei.
Para imprimir em 3D você precisará essencialmente de 2 programas:
- Um software de modelagem
- Um software fatiador
O que é isso?
O software de modelagem poderá ser qualquer um à sua escolha: FreeCAD, Blender, SolidWorks ou mesmo AutoCAD e Sketchup. O que importa é que o programa suporte exportar o modelo em formato .STL para que o fatiador o reconheça. Alguns softwares como o Blender requerem plugins adicionais para isso.
O Fatiador é o software que pega o modelo 3D e o converte para G-CODE, o código que a impressora reconhece.
De forma resumida a linguagem de programação G-Code trabalha com eixos X, Y e Z e dá as coordenadas e quanto de filamento deve sair para que a impressão seja adequada. Além disso ele dará o custo de material e o tempo previsto pra conclusão.
O software fatiador deste tutorial será o Ultimaker CURA®, open source e nativo para Linux, Windows e macOS!
Além disso recomendo que tenha uma placa de vídeo.
- Por não ser uma renderização de alta definição e os modelos não costumam ser tão complexos, qualquer placa da linha NVIDIA como a GTX 1050 ou ainda a AMD RX550 serão suficientes. Lembrando que quanto mais complexo for o modelo, mais vai exigir placa de vídeo, se os modelos forem básicos, uma placa mais simples como a GT210 bastará.
- Nem tente executar estas aplicações num sistema com Intel HD Graphics, o Blender e os demais até abrem, mas o fatiador exige mais do hardware e vai travar com frequência.
- As GPUs AMDs integradas VEGA 5 ou VEGA 8 serão mais que suficientes.
2.3 Instalação
Para instalar os softwares em seu sistema Ubuntu/Debian:
$ sudo apt install cura
Se desejar o FreeCAD e Blender:
$ sudo apt install blender freecad
Todos são pacotes .DEB comuns, nada de SNAPs!
O software Cura exige uma conta gratuita no site oficial deles. Essa conta dá acesso aos plugins e também permite salvar configurações, histórico, modelos, etc. Vale a pena pelos recursos que agrega e é tudo gratuito. Clique aqui.
Geralmente quando uma impressora 3D vem com software próprio, é alguma recompilação do Cura.
Quando cadastrar sua conta no Cura e abrir o programa, responda às perguntas iniciais e coloque qual a sua impressora, marca e modelo. Eles possuem uma relação de todas as atualmente disponíveis no mercado. Isso fará o Software calibrar tudo automaticamente para sua impressora, reduzindo as dores de cabeça!
Assim, na hora que fatiar uma peça, ela estará já dentro do que a impressora suporta, compatível. Caso não goste do resultado do fatiador, você pode alterar as especificações e técnica utilizada, entre outros. Existem recursos básicos e avançados para isso.
3. Montagem
O equipamento chega totalmente desmontado, muito bem embalado e feito em estrutura de alumínio, relativamente resistente. Mas não se preocupe na montagem, o manual é user-friendly e é parecido com montar um LEGO®.
Esteja atento aos pontos de apertar bem o parafuso, apertar medianamente ou deixar propositalmente frouxo.
Uma vez que estiver totalmente montada e com os conectores de energia devidamente plugados – esteja absolutamente atento pra não ligar nada errado! – mova a mesa de impressão – o quadrado aonde a peça será impressa – e a extrusora – a ponta que imprime – com as mãos; observe se o movimento é uniforme e sem folgas.
Gire suavemente o motor do eixo Z – a longa barra em parafuso – para verificar que a mobilidade também está boa e que o eixo não esteja torto ou mal encaixado, o que pode prejudicar o motor forçando-o a trabalhar acima do normal.
Muita tenção na montagem: Se você montar tudo exatamente como diz o manual, dificilmente terá problemas na impressão! Uma correia folgada ou um motor mal encaixado podem ocasionar problemas sérios na qualidade das peças.
4. Primeiras Impressões – Review
Ela fica com um tamanho considerável, portanto esteja atento a ter um local plano e limpo para deixa-la posicionada e que ela ocupará um espaço interessante também, possuindo as dimensões de 44 x 41 x 47 cm.
Não é necessário ajustar os pés de apoio, por si ela já fica com os ângulos retos apropriados. Apenas certifique de a superfície ser uma mesa ou bancada firme, sem mancar, para que não prejudique as impressões.
Tamanho da área de impressão: 22 x 22 x 22 cm, ou seja, ela imprime até um cubo que tenha estas dimensões ou qualquer objeto que não passe destas dimensões!
Já vem com um suporte para o filamentos também!

Não se preocupe com cabo USB ou deixar a impressora conectada ao computador o tempo todo. Faça-o se quiser. Por padrão vem um SDCard, grave o arquivo da peça no SDCard e plugue na impressora. Assim ela poderá imprimir sem exigir um PC ligado.
A vantagem do PC ligado é poder acompanhar o progresso da impressão de forma mais detalhada e remotamente. – Ou use uma webcam filmando a impressora para isso!
4.1 O Menu
A impressora vem com um microcontrolador com um firmware pré-instalado. Até o momento eu não precisei trocar o firmware, sem maiores problemas.
O menu é relativamente simples, com um disco que gira para selecionar opções, e confirma pressionando o disco.
Tela inicial, com as informações da impressora:

Pressionar o botão rotativo você verá o menu:

- Motion
Aqui você pode fazer ajustes manuais do movimento dos 3 eixos. Mas em suma será mais usado para pressionar “AutoHome” que posiciona a impressora para a posição inicial de impressão e o botão “Disable Steppers” para desligar os motores e permitir mover a mesa e a extrusora com a mão e poder ajustar a altura da mesa.

- Temperature
Aqui você tem algumas opções para aquecer ou esfriar manualmente a extrusora e a mesa. O que importa é o menu “preheat PLA” e “preheat ABS” que vai preparar a impressora aquecendo a mesa e a extrusora para a temperatura adequada conforme o filamento escolhido.

Sendo Nozzle a temperatura da extrusora (o bico que sai o filamento derretido) e Bed é a temperatura da mesa, aonde a peça será impressa.
Esse pré aquecimento é importante, porque se a peça for grande, pré-aqueça e aguarde uns 5 minutos para o calor dissipar por igual na mesa e ai sim imprimir; se a peça for pequena, pode manter imprimir: ela vai aquecer e começar, o meio estará quente e as bordas da mesa estarão frias.
Apenas pressione preheat PLA ou preheat ABS e tanto as temperaturas quanto o cooler já estarão adequados para impressão. Mas aguarde o aquecimento concluir antes de mandar imprimir!
- Configuration
Aqui você troca os valores padrão da impressora. Recomendo não alterar nada além das temperaturas padrão! A Extrusora fica ok a 200 graus mas a mesa eu prefiro aumentar para 65 em vez do padrão 50, dá mais aderência. - Change Media
Por padrão lê pelo SDCard, se quiser por USB use esse menu.
5. Imprimindo a primeira peça!
Os seguintes sites são sugeridos por possuírem diversas peças gratuitas para download!
Duas observações importantes:
- Alguns sites contém conteúdo NSFW +18 e também podem conter peças pagas!
- Alguns objetos baixados não vão poder ser impressos devido à natureza de como foram exportados e/ou programados. Não vou abordar aqui como alterá-los, apenas procure outro e tente novamente caso o fatiador dê erro para gerar o objeto e exportá-lo em .gcode.
Escolha o que deseja imprimir e baixe o arquivo no formato .STL. É por ele que o fatiador vai calcular tempo e consumo de material. Se baixar algo no formato .gcode não poderá fazer qualquer alteração nas informações do objeto a ser impresso e nem saberá quanto tempo ou material serão gastos.
Outros formatos são suportados mas o .STL é o mais compatível e popular pelo que observei.
Em seguida:
- Abra-o no software CURA e importe o arquivo .STL.
- Uma vez dentro do CURA, fatie o objeto. Você terá a previsão de tempo e custo de material necessário.
- Salve o arquivo para o SDCard em formato .gcode para ser lido pela impressora e plugue o SDCard na impressora.
- Calibre a posição e altura da mesa! Se precisar use o menu “Auto Home” para posicionar tudo para o padrão de impressão e ajuste com as mãos as posições.
- Na impressora vá até o menu principal e selecione “Temperature”. Pré aqueça o filamento e aguarde.
A mesa e a extrusora vão esquentar. Observe o painel, quando a temperatura atingir o ideal em torno de 200 para a extrusora e 50 para a mesa, abra o menu novamente. - Vá até o menu principal para escolher “Print from media” e escolha o que deseja imprimir.
- Confirme!

Dificilmente você precisará mexer nas configurações da impressora.
Sempre tenha uma cópia do objeto em .gcode e outra em .stl.
O gcode é para impressão, dentro do SDCard, e o .stl é para ter dados do fatiador como tempo e material gastos.
Preocupe-se apenas com a temperatura da mesa e a temperatura da extrusora. Geralmente a bobina do filamento já contem os dados das faixas de temperatura; e a impressora possui uma escala salva padrão para a maioria dos casos.

6. Primeiras Impressões das Impressões
O bico da extrusora da impressora referida é de 0.4 mm o que dá um acabamento bem interessante. Dependendo de como a peça foi fatiada, você notará bem poucos problemas na impressão, como degraus/serrilhado em curvas e quinas, o que tornará a peça praticamente pronta pra uso imediatamente após a impressão.

Você pode dar acabamento lixando e pintando, não há risco dos filamentos soltarem se a impressão estiver ok.

Existe inclusive uma forma de impressão chamada print-on-place, ela é baseada na forma como o objeto foi modelado e permite que a impressora imprima partes móveis já nos locais! Ou seja, você imprime, e pronto, já terá juntas, dobradiças e pinos encaixados no ato da impressão, resultando em objetos mais complexos como estes:

Ao move-los:

Mova-os cuidadosamente para descolarem dos pontos de apoio da impressão; se não for cuidadoso, corre o risco de quebra-los.
Peças pequenas assim gastam pouco filamento, poderiam ser vendidas por 3 a uns 5 reais com lucro, e pelo volume de peças vendidas a impressora paga também a energia consumida.
7. Dicas & Truques
Essa sessão será periodicamente atualizada com algumas dicas e truques que podem ajudar a ajustar sua impressora 3d!
- Só regule a altura da mesa quando ela já estiver quente!
O calor dilata as molas e afeta na altura. Assim quando a mesa esquentar, a altura não vai mudar novamente se você tiver regulado ela fria.
Cuidado para não queimar os dedos enquanto desloca a mesa e a extrusora para regulagem! - Se for uma peça muito grande, deixe a mesa pre-aquecida por uns 3 minutos. Assim o calor que começa no meio vai irradiar e a mesa estará uniformemente quente para aderir a peça.
8. F.A.Q.
Durante a montagem, ajustes e impressões, eu observei problemas comuns que vou comentar e que podem ajuda-lo caso sua impressora não esteja imprimindo bem.
- Mandei uma peça para a impressora 3d, ela começou a imprimir mas as temperaturas estão erradas!
Você pode fazer ajustes durante a impressão, acessando o menu e alterando a temperatura atual da mesa e da extrusora. Mas evite fazer isso, se possível, deixe tudo previamente ajustado antes de mandar imprimir.
Alterações na altura da mesa durante a impressão podem prejudicar a produção de uma peça em andamento.
- Qual a melhor técnica para ajustar a altura da extrusora com relação à mesa de impressão?
Infelizmente não tem uma fórmula perfeita, mas no geral há uma tolerância de ajuste de altura. Uma sugestão, com a impressora vem tambem um pequeno triangulo de papel mais espesso que diz “Ender certificate”, como um pequeno cartão de garantia da qualidade do equipamento. Use-o para mensurar a calibragem da mesa!

Primeiro use o painel da impressora e vá para o item “Auto Home” fazendo a impressora ir para a posição inicial. Depois gire as 4 rodinhas embaixo da mesa para ajustar a altura.
Use o cartão e passe-o entre o bico e a mesa. Você deve sentir que o bico causa um pouco de atrito no cartão, mas não muito.

Se ficar rígido demais, o bico estará muito perto da mesa, esmagando a peça e/ou os filamentos impressos durante a impressão.
Se ficar frouxo demais, o bico ficará distante demais e não haverá um bom contato do material, resultando em peças que descamam, descascam ou soltam após prontas.
- As peças, ou parte delas, ficam se soltando durante a impressão, o que muitas vezes resulta em baixa qualidade ou perda total da peça que estava sendo impressa.
Se a altura está correta, conforme item anterior, verifique a temperatura da mesa. Por padrão a maioria das peças prontas e a configuração padrão da impressora aquece a mesa a 50 graus, mas eu julgo que isso é pouco. Mude as configurações da peça e/ou da impressora para que a mesa fique entre 60 e 65 graus. Isso fará a peça grudar melhor.
Não passe de 65 graus, ou você poderá fundir a peça com a manta da mesa e ai ficará bem difícil desgrudar ela sem quebra-la.
Muitos também preferem tirar a manta que vem de fábrica e usar um vidro liso fino; e prender a peça usando uma cola spray termo reativa. Não há melhor ou pior, cada caso é único e você decidirá o que funciona melhor pra você. Eu prefiro continuar com a manta original, o contato até agora está adequado sem maiores problemas.
Além disso, faltou um detalhe: Temperatura.
Se a peça for pequena, você pode ligar, aquecer a impressora 3d e mandar imprimir. Mas se a peça é grande, pré-aqueça a extrusora e a mesa por pelo menos 5 minutos antes de iniciar a impressão! Assim a mesa toda estará adequadamente aquecida pra peça poder ser impressa.
- Após toda impressão eu preciso ficar regulando a mesa porque ela desajusta com frequência.
Ao menos nesse modelo de impressora, observei que as molas da mesa ficam frouxas demais! Pra ajudar a resolver isso, eu desmontei a mesa e adicionei calços de borracha nas molas nos 4 cantos.

Observe que há o ajuste da altura (o disco com gomos de apoio), a chapa de metal da base, um retangulo preto que é o calço extra que adicionei e ai a mola. O calço deve ir entre a mola e a chapa de metal, nunca entre a chapa de metal e o ajuste de altura manual.
Assim o aperto fica mais firme, a mola mais tencionada e será possível dar precisão nos ajustes. Se puder, use um calço de borracha, assim diminui o movimento do ajuste de altura que naturalmente ocorre quando a impressora trabalha.
- A máquina reinicia de vez em quando; ou congela do nada.
O microcontrolador é simples, portanto não espere nada perfeito. Após cada impressão, reinicie a máquina totalmente, desligando-a da energia, para evitar esse tipo de problema. Não é necessário espera-la esfriar, apenas faça um ciclo de reinício comum.
Por algum motivo os travamentos e reinícios ocorrem com mais frequência quando uma peça foi impressa e eu comecei outra impressão imediatamente em seguida.
- Eu gostaria de testar a impressão, fazer um benchmark dela!
Há objetos próprios pra isso como o cubo de calibragem, uma pequena peça de alta resolução de um cubo perfeito articulado que mostra se a impressora está adequada para impressão. A peça referida é esta.
- Posso imprimir talheres, copos e outros receptáculos de alimentos? É seguro?
Infelizmente não é seguro utilizar objetos da impressora 3D para alimentação. Dos filamentos existentes, o PLA é relativamente food-friendly, de baixa toxicidade, semelhante à garrafa PET. Porém:
- O PLA se deforma e derrete acima dos 60 graus célsius.
- Aquecer o PLA no microondas pode liberar substâncias tóxicas nos alimentos.
- Sabão abrasivo pode corroer o PLA criando fissuras e soltando micro partículas do material.
- Apesar de ficar bem impresso, os filamentos costumam ficar com micro sulcos, fissuras na estrutura do material, que podem se tornar receptáculos de restos do alimento consumido, que depois não vão sair facilmente na lavagem, criando um ambiente propícios para bactérias de toda natureza.
Portanto utilize os objetos de diversas outras maneiras, excesso alimentação, que fiquem em contato com alimentos. Um dos poucos objetos do gênero que passa nos crivos da lista acima são forminhas de gelo, sendo água filtrada, gelada, sem criar um ambiente propício para bactérias.
E ainda assim, se o fizer, faça-as com cuidado e capricho nas peças para evitar problemas!
9. Conclusão
Ter uma impressora 3D é uma aventura particularmente interessante, que pode ser algo como um videogame, aonde você vai fazer uso próprio sem “lucrar” com ela; ou você fez o investimento objetivando vender peças impressas.
A princípio eu investi em uma impressora 3d pra conhecer a tecnologia, fazer projetos pessoais e talvez vender algumas peças pra quem encomenda-las comigo, mas farei isso adiante, quando tiver maior domínio da mesma.
Mas esteja disposto a gastar umas boas horas/dias aprendendo como funciona sua impressora 3d, e se você tiver noções de mecânica e elétrica, será melhor, principalmente para manutenções após muito tempo de impressão, saber quando trocar os motores, saber quando um componente ficou desgastado, etc. A impressora 3d nova de fato dificilmente dará problemas, mas com o tempo ela vai desgastar!
#UrbanCompassPony
Autodidata, me aprofundei em sistemas operacionais baseados em UNIX®, principalmente Linux. Também procuro trazer assuntos correlacionados direta ou indiretamente, como automação, robótica e embarcados.